专业力值测量技术研究,传感器制造商
品质稳定、性能优良、性价比高
品质稳定、性能优良、性价比高
咨询热线:周经理:18921011531


189-2101-1531
网址:www.acltchina.com

切削过程传感器检测的目标有切削过程的切削力及其变化、切削过程颤震、刀具与工件的接触和切削时切屑的状态及切削过程辨识等,而最重要的传感参数有切削力、切削过程振动、切削过程声发射、切削过程电机的功率等。供应多维力传感器对于机床的运行来讲,主要的传感器检测目标有驱动系统、轴承与回转系统、温度的监测与控制及安全性等,其传感器参数有机床的故障停机时间、淮安供应多维力传感器被加工件的表面粗糙度和加工精度、功率、机床状态与冷却润滑液的流量等。
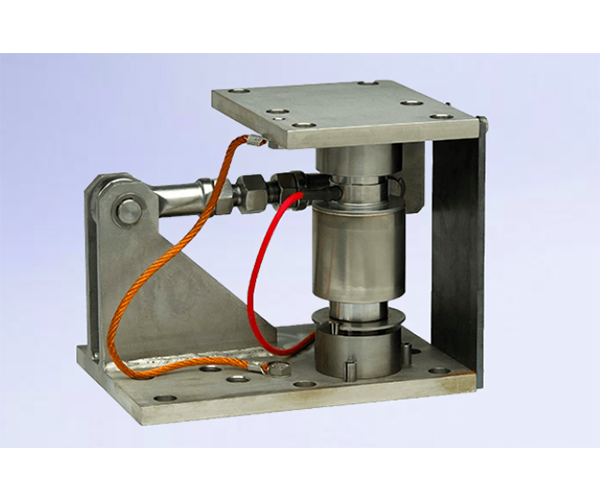
工程机械搅拌设备称重系统的基本要求和特殊要求,提出了工程机械搅拌设备称重系统选用传感器时需要考虑的几个问题,供应多维力传感器厂家重点分析了传感器防护结构对工程机械搅拌设备运行可靠性的影响,指出IP代码所代表的防护等级不能涵盖工程机械搅拌设备对传感器的全部防护要求。建议不同类型的搅拌设备选用不同防护能力的传感器。淮安供应多维力传感器厂家称重系统中选用传感器通常要考虑称重系统的量限、准确度、传感器的安装空间、周围环境对传感器的可能影响、加载的类型以及传感器的寿命等诸方面因素。工程机械搅拌设备的称重系统也不例外。只是不同的称重系统由于要求不同,工作条件不同,所要考虑的问题侧重点有所不同罢了。工程机械搅拌设备通常包括混凝土搅拌楼(站)、沥青搅拌站、稳定土拌和厂以及海上混凝土搅拌船等,其中以混凝土搅拌楼(站)最为典型。
在传感器特性分析中我们可知传感器有很多方面的性能指标。传感器设计是力学,电学,化学,生物学和材料学等众多方面的综合,如果要使传感器的各个性能指标都达到优良,这会给制作带来难度,而在实际应用上,可能有些指标对某—特殊的被测信号并不产生影响。淮安供应多维力传感器随时间推移或环境条件的变化,构成传感器的各种材料和元器件性能将发生变化。供应多维力传感器厂家为了达到测量所要求的精度,在选择使用传感器时,应综合充分考虑测量电路的设计方案的利弊。确定传感器的性能技术指标。在设计产品时,还应考虑到价比,例如微机的使用能解决传感器的非线性,这降低了对传感器的要求,但相应在产品中增加了微机的成本。

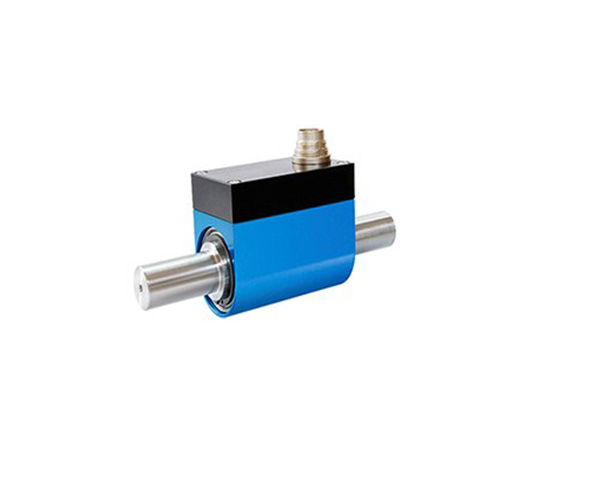
在某些场合,不需要测量完整的六个力和力矩分量而只需要测量其中某几个分量,因此,就有了二、三、四、五维的多维力传感器,其中每一种传感器都可能包含有多种组合形式。淮安供应多维力传感器厂家多维力传感器与单轴力传感器比较,除了要解决对所测力分量敏感的单调性和一致性问题外,还要解决因结构加工和工艺误差引起的维间(轴间)干扰问题、动静态标定问题以及矢量运算中的解耦算法和电路实现等。我们已经彻底解决了多维力传感器研究中的科学问题,如弹性体的结构设计、力学性能评估、矢量解耦算法等,也掌握了核心制造技术,具有从宏观机械到微机械的设计加工能力。供应多维力传感器厂家产品覆盖了二维到六维的全系列多维传感器,量程范围从几百克力到几十吨,并获得弹性体结构和矢量解耦电路等方面多项zhuanli技术。 多维力传感器广泛应用于机器人手指、手爪研究;机器人外科手术研究;指力研究;牙齿研究;力反馈;刹车检测;精密装配、切削;复原研究;整形外科研究;产品测试;触觉反馈;示教学习。行业覆盖了机器人、汽车制造、自动化流水线装配、生物力学、航空航天、轻纺工业等领域。

一个较长的时间内保持其性能参数的能力,一般用在室温条件下经过一段时间后,传感器的输出和起始定标的输出的差异程度表示。造成传感器性能不稳定的原因在于构成传感器的各种材料与元器件性能随时间推移或环境条件的变化造成传感器的性能指标发生变化。淮安供应多维力传感器长期处于工作状态下的传感器。供应多维力传感器厂家由于其材料和元器件的老化,其输出的变化直接影响到测试的精度。为提高传感器性能的稳定性,应该对材料、元器件以至于传感器的整体进行必要的稳定性处理。对于磁件材料、导电材料、绝缘材料等电工材料,可以将它们储藏一段时间,并在必要的情况下预先施加一定的工作电压,使其工作一段时间以稳定它们的性能并进行筛选。

力传感器发展的历史背景:随着生产过程自动化领域的不断扩展,需要智能传感器测量和控制的参量日益增加,自动化测控系统对称重传感器的技术更为迫切:增加品种,减小体积和重量,增大功能;数字化,智能化,标准化。淮安供应多维力传感器厂家自动化系统的功能愈全,系统对传感器的依赖程度也愈大。Celtron称重传感器生产过程自动化在经历了20世纪50年代和60年代的集中控制,70年代的 分散控制系统(以万)之后,为适应多点多参数日益复杂的大型控制系统的需要,80 年代以来出现了基于现场总线的开放型控制系统(FSC),它是对分散型控制系统的继承、完善和进一步发展,是继DCS之后自动化领域的又一次重大变革。现场总线是连接测控系统中各智能装置(包括智能传感器)的双向数字通信网络。供应多维力传感器厂家 力传感器的主要特点是:传输数字信号。
电话/TEL
189-2101-1531
公司地址
苏州市苏州高新技术产业开发区长江路465号4130室
邮箱/EMAIL
info@fibos.cn
工厂地址
常州市武进区国家高新技术产业开发区新辉路12-1号 凤墅工业园B3-A

扫一扫添加微信咨询

